- 台州市黄岩海川模塑有限公司
- 18969612882



产品描述
汽车模具的分类:1.压缩模。压缩模又称压制模或压胶模。这种模具的成型工艺特点是,将原材料直接加在敞开的模具型腔内,然后合模,材料在热和压力作用下呈熔融状态后,以一定压力充满型腔。此时,材料的分子结构产生了化学交联反应,逐渐硬化定型。2.挤出模:挤出模又称挤出机头。这种模具能连续生产断面形状相同的塑料,例如管材,台州注塑汽车门板模具、棒材、片材等,台州注塑汽车门板模具,台州注塑汽车门板模具。挤出机的加热加压的装置与注射机的装置相同。熔融状态的材料经过机头会形成连续不断的成型塑件,生产效率特别高。汽车模具滑块上的胶位面面积大时需要加反铲。台州注塑汽车门板模具
设计汽车模具浇口的方法并无硬性规定,大都是根据经验而行,但有两个基本要素须加以折衷考虑:1.浇口的横切面面积愈大愈好,而槽道之长度则愈短愈佳,以减少塑料通过时的压力损失。2.浇口须细窄,以便容易冷结及防止过量塑料倒流.故此浇口在流道*,而它的横切面应尽可能成圆形.不过,浇口的开关通常是由模件的开关来决定的.3.浇口尺寸:浇口的尺寸可由横切面积和浇口长度定出,下列因素可决定浇口较好尺寸:1)胶料流动特性;2)模件之厚薄;3)注入模腔的胶料量;4)熔解温度。郑州塑胶汽车尾翼模具汽车模具的制造通常都要经过锻造、切削加工、热处理等几道工序。
汽车模具的直**设计原则:1、直**联杆与导套的配合长度需大于联杆在B板里的长度的2/3;2、直**块与联杆连接用杯头螺丝固定较好,方便加工;其次用销钉;再者可以用压块形式;3、**块上的螺丝孔边距离封胶位至少有5mm;4、联杆与B板的孔避空单边0.5mm;5、联杆头部和尾部都要考虑做定位;底板要做出工艺孔,方便拆装。6、联杆可以直接固定在底针板上;7、直**块侧面需做3或5度斜度,避免**出时与模芯摩擦;8、直**块与塑胶产品内侧应有0.2~0.3mm距离。
汽车模具的主体镶件加工工艺:1)备材料:工艺员根据工件的大小、形状来定义是单件加工还是多件合在一起加工,如果是多件一起加工,工艺员需对工件的加工排位出图;2)铣床加工:钳工根据工件图或结合工艺员出的排位图进行加工,钻运水孔(运水孔堵头较深处距横向运水孔距离3-4mm)、穿丝孔,钻、攻螺丝孔,成型处开粗,模具编号,挂台让位;3)CNC加工:如需CNC粗加工的工件,安排CNC粗加工;4)热处理加工:注明硬度要求;5)磨床加工:磨六面角尺,可磨床成形的部分必须研磨成形;汽车模具所用的材料密度小。
汽车模具塑件的各向异性是质量的问题之一,应采用一切可能措施,尽量减小。压缩成型俗称压制成型,是早成型塑件的方法之一。压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与三聚氰胺甲醛模塑粉、玻璃纤维增强酚醛塑料、环氧树脂、DAP树脂、**硅树脂、聚酰亚胺等的模塑料。汽车模具高强度钢板冲压技术是未来发展方向。郑州塑胶汽车门板模具
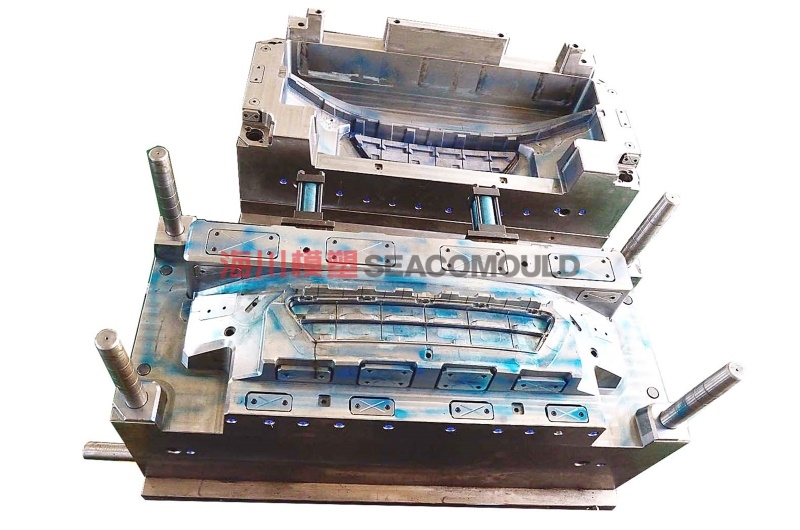
汽车模具是比较多见的汽车工业设备。台州注塑汽车门板模具
汽车模具的高速切削加工技术优势:1.可获得高质量的加工表面:由于采取了较小的步距和切深,高速切削加工可获得很高的表面质量,甚至可以省去钳工修光的工序。2.简化加工工序:常规铣削加工只能在淬火之前进行,淬火造成的变形必须要经手工修整或采用电加工的成形。现在则可以通过高速切削加工来完成,而且不会出现电加工所导致的表面硬化。另外,由于切削量减少,高速加工可使用更小直径的刀具对更小的圆角半径及模具细节进行加工,节省了部分机械加工或手工修整工序,从而缩短了生产周期。台州注塑汽车门板模具
台州市黄岩海川模塑有限公司是国内一家多年来专注从事塑料模具,注塑模具,油漆桶模具,汽车模具的老牌企业。公司位于北城开发区北院大道1号,成立于2010-03-12。公司的产品营销网络遍布国内各大市场。公司主要经营塑料模具,注塑模具,油漆桶模具,汽车模具等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。海川严格按照行业标准进行生产研发,产品在按照行业标准测试完成后,通过质检部门检测后推出。我们通过全新的管理模式和周到的服务,用心服务于客户。在市场竞争日趋激烈的现在,我们承诺保证塑料模具,注塑模具,油漆桶模具,汽车模具质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。
友情链接